爆炸下限的縮略語是什么;爆炸下限和爆炸上限
極限與配合標準是工業技術很重要的基礎性標準,是保證裝備制造工業專業化協作生產,實現互換性的基本條件之一,在我國工業生產中發揮了重要作用。極限與配合標準是進行產品設計、工藝設計和制定有關標準的共同基礎;在生產過程中,是影響刀具、夾具、量具品種規格、檢驗等環節的依據。極限與配合標準不但協調設備零件使用要求與制造經濟性之間的矛盾,又能滿足零件相互之間的技術功能要求,直接影響產品的精度、性能和使用壽命,是評價產品質量的技術指標之一。
公差與配合部分包括公差制與配合制,是對工件極限偏差的規定;測量與檢驗部分包括檢驗制與量規制,是作為公差與配合的技術保證。兩部分合起來形成一個完整的公差制體系。
公差是由兩個獨立要素——標準公差(公差帶的大小)和基本偏差(公差帶的位置)確定的,通過標準化形成標準公差和基本偏差兩個系列。
標準公差系列規定:基本尺寸至500mm內分20個精度等級,基本尺寸大于500至3150mm內分18個精度等級;基本偏差系列規定了28個孔、軸基本偏差符號。二者結合構成了孔與軸的不同的公差帶,再由孔、軸公差帶結合構成配合。
(1)尺寸要素由一定大小的線性尺寸或角度尺寸確定的幾何形狀。
(2)實際(組成)要素由接近實際(組成)要素所限定的工件實際表面的組成要素部分。
(3)提取組成要素按規定方法,由實際(組成)要素提取有限數目的點所形成的實際(組成)要素的近似替代。
(4)擬合組成要素按規定方法,由提取組成要素形成的并具有理想形狀的組成要素。
(5)軸通常,指工件的圓柱形外尺寸要素,也包括非圓柱形的外尺寸要素(由兩平行平面或切面形成的被包容面)。基準軸在基軸制配合中選作基準的軸。
注:對本標準,即上極限偏差為零的軸。
(6)孔通常,指工件的圓柱形內尺寸要素,也包括非圓柱形的內尺寸要素(由兩平行平面或切面形成的包容面)。基準孔在基孔制配合中選作基準的孔。
注:對本標準,即下極限偏差為零的孔。
(7)尺寸以特定單位表示線性尺寸值的數值。
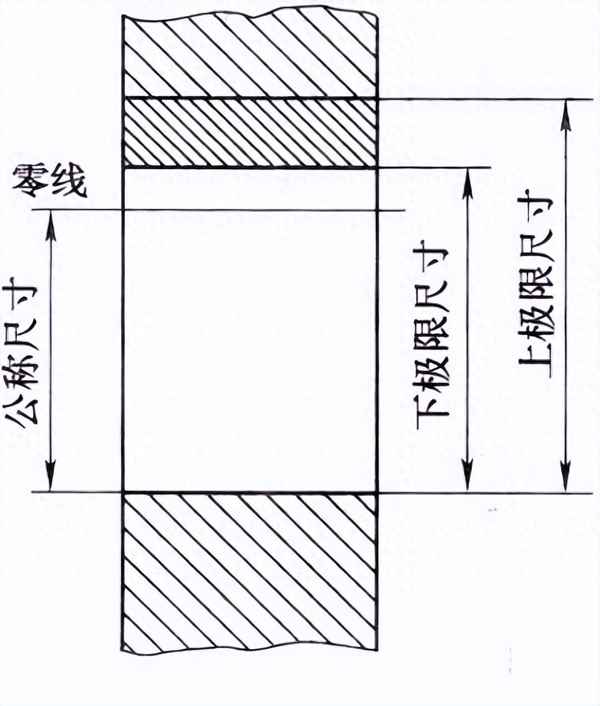
1)公稱尺寸由圖樣規范確定的理想形狀要素的尺寸,見圖2?1。
注:L通過它應用上、下極限偏差可計算出極限尺寸。
2.公稱尺寸可以是一個整數或一個小數值,例如32,15,8.75,0.5,…。
2)提取組成要素的局部尺寸一切提取組成要素上兩對應點之間距離的統稱。
注:為方便起見,可將提取組成要素的局部尺寸簡稱為提取要素的局部尺寸。
a)提取圓柱面的局部尺寸要素上兩對應點之間的距離。其中,兩對應點之間的連線通過擬合圓圓心;橫截面垂直于由提取表面得到的擬合圓柱面的軸線。
b)提取兩平行表面的局部尺寸兩平行對應提取表面上兩對應點之間的距離。其中,所有對應點的連線均垂直于擬合中心平面;擬合中心平面是由兩平行提取表面得到的兩擬合平行平面的中心平面(兩擬合平行平面之間的距離可能與公稱距離不同)。
3)極限尺寸尺寸要素允許的尺寸的兩個極端。提取組成要素的局部尺寸應位于其中,也可達到極限尺寸。
a)上極限尺寸尺寸要素允許的最大尺寸圖2?1。注:在以前的版本中,上極限尺寸被稱為最大極限尺寸。
b)下極限尺寸尺寸要素允許的最小尺寸圖2?1。注:在以前的版本中,下極限尺寸被稱為最小極限尺寸。
(8)極限制經標準化的公差與偏差制度。
(9)零線在極限與配合圖解中,表示公稱尺寸的一條直線,以其為基準確定偏差和公差(圖2?1)。
通常,零線沿水平方向繪制,正偏差位于其上,負偏差位于其下(圖2?2)。
(10)偏差某一尺寸減其公稱尺寸所得的代數差。
1)極限偏差上極限偏差和下極限偏差。
注:軸的上、下極限偏差代號用小寫字母es、ei表示;孔的上、下極限偏差代號用大寫字母ES、EI表示(圖2?2)。
a)上極限偏差(ES,es)上極限尺寸減其公稱尺寸所得的代數差(圖2?2)。注:在以前的版本中,上極限偏差被稱為上偏差。
b)下極限偏差(EI、ei)下極限尺寸減其公稱尺寸所得的代數差(圖2?2)。注:在以前的版本中,下極限偏差被稱為下偏差。
2)基本偏差在本標準極限與配合制中,確定公差帶相對零線位置的那個極限偏差(見圖1-2)
注:它可以是上極限偏差或下極限偏差,一般為靠近零線的那個偏差,如圖2?2為下極限偏差。
(11)尺寸公差(簡稱公差)上極限尺寸減下極限尺寸之差,或上極限偏差減下極限偏差之差。它是允許尺寸的變動量。
注:尺寸公差是一個沒有符號的絕對值。
1)標準公差(IT)本標準極限與配合制中,所規定的任一公差。
注:字母IT為“國際公差”的英文縮略語。
2)標準公差等級在本標準極限與配合制中,同一公差等級(如IT7)對所有公稱尺寸的一組公差被認為具有同等精確程度。
3)公差帶在公差帶圖解中,由代表上極限偏差和下極限偏差或上極限尺寸和下極限尺寸的兩條直線所限定的一個區域,由公差大小和其相對零線的位置(如基本偏差)來確定(圖2?2)。
4)標準公差因子(i,I)在本標準極限與配合制中,用以確定標準公差的基本單位。該因子是基本尺寸的函數。
注:L標準公差因子i用于公稱尺寸至500mm。2.標準公差因子/用于公稱尺寸大于500mm。
(12)間隙孔的尺寸減去相配合的軸的尺寸之差為正(圖2?3)
1)最小間隙在間隙配合中,孔的下極限尺寸與軸的上極限尺寸之差(圖2?4)。
2)最大間隙在間隙配合或過渡配合中,孔的上極限尺寸與軸的下極限尺寸之差(圖2?4和圖2?5)。
圖 2?1公稱尺寸、上極限尺寸和下極限尺寸
圖 2?2公差帶圖解
圖 2?3 間隙
圖 2?4間隙配合
圖 2?5過渡配合
(13)過盈孔的尺寸減去相配合的軸的尺寸之差為負(圖2?6)。
1)最小過盈在過盈配合中,孔的上極限尺寸與軸的下極限尺寸之差(圖1-7)。
2)最大過盈在過盈配合或過渡配合中(圖2?5和圖2?7)。
(14)配合公稱尺寸相同的并且相互結合的孔和軸公差帶之間的關系。
1)間隙配合具有間隙(包括最小間隙等于零)的配合。此時,孔的公差帶在軸的公差帶之上(圖2?8)。
2)過盈配合具有過盈(包括最小過盈等于零)的配合。此時,孔的公差帶在軸的公差帶之下(圖2?9)。
3)過渡配合可能具有間隙或過盈的配合。此時,孔的公差帶與軸的公差帶相互交疊(圖2?10)。
(15)配合制同一極限制的孔和軸組成的一種配合制度。
1)基軸制配合基本偏差為一定的軸的公差帶,與不同基本偏差的孔的公差帶形成各種配合的一種制度。
對本標準極限與配合制,是軸的上極限尺寸與公稱尺寸相等、軸的上極限偏差為零的一種配合制(圖2?11)。
2)基孔制配合基本偏差為一定的孔的公差帶,與不同基本偏差的軸的公差帶形成各種配合的一種制度。
對本標準極限與配合制,是孔的下極限尺寸與公稱尺寸相等、孔的下極限偏差為零的一種配合制(圖2?12)。
圖 2?6過盈
圖 2?7過盈配合
圖 2?8間隙配合的示意圖
圖 2?9過盈配合的示意圖
圖 2?10過渡配合的示意圖
圖 2?11基軸制配合
圖 2?12 基孔制配合